Metal Grain Direction: What You Need To Know

While many of the products we ship are simply cut to size before being installed or attached, others need to be formed first, often by bending. And this requires a bit of basic knowledge about the internal structure of aluminum and metals in general.
The Impact of Grain in Metal Composition
Most metals, including aluminum, are typically found in a polycrystalline state. Polycrystalline materials are solids comprised of a variety of differing crystallites, which are also commonly referred to as the grain of the metal. These grains vary in size and in orientation but are usually microscopic and their direction is determined by the processing conditions.
The crystalline lattice structures form during the cooling of the metal from its molten state and are held together by thin layers of amorphous solid. The processing of the metal can include rolling slabs and blooms into various transitional shapes such as plate, sheet, strip, coil, billets, bars and rods. This processing impacts the alignment of the crystalline structure, resulting in texture which can be thought of as the percentage of crystals having the preferred orientation.
In addition, according to Sciencedirect.com,
“…the lattice arrangement of atoms within each grain is nearly identical, but the orientation of the atoms is different for each adjoining grain. The surface that separates neighboring grains is the grain boundary. Grain boundaries impede the movement of dislocations and thereby have a strengthening effect.”
Why does all this matter? Because the texture, or grain direction, must be considered in order to accurately predict the material’s behavior and characteristics when forming or bending.
The Effect of Grain on Metal Strength
According to one source,
“A metal’s strength is directly related to its grain size; reducing grain size is a common way to improve material strength which often has little to no effect on the material’s toughness. This is extremely important when considering bending of materials to a rather tight radius, like as would be done through the forming of plate from a press brake. Materials with large grains are often susceptible to failure at the material’s grain boundaries which is technically a dislocation at the metal’s slip plane, and often these materials are limited to how tight of a radius they could be bent to before failure occurs.”
When polycrystalline materials are being bent through methods like those using a press brake, the direction of the grain running through the material becomes critical. A common way to prevent material failure or cracking is by bending the metal against the grain or perpendicular to the grain.
This is important to note, especially with aerospace and aviation applications since bending with the grain, or parallel to the grain direction, can result in material failure. This could be either problematic or catastrophic depending on the application of the end-product. This occurs because bending along the grain allows for separation of the grain boundaries.
A metal’s grain direction is usually only a factor when bending, however. This is because sharper, or tighter, bends can be made across the grain without cracking. In addition, the grain direction needs to be considered when the bend radius is less than twice the thickness, depending on the material and its hardness.
Working With Grain Direction
So, what does the grain actually “look” like in actual use?
When working with aluminum plate, for example, you need to pay close attention to whether you are forming with (longitudinal) or across (transverse) the grain direction.
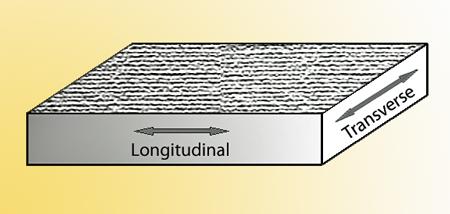
A plate’s grains run parallel to the rolling direction.
Keep in mind that the plate’s grain direction is a result of the mill’s rolling process, which stretches the metallurgical structure and inclusions of the material. And, as noted previously, the metal’s grains run parallel to the rolling direction.
The Fabricator.com points out that,
“Forming with the grain requires less bending force because the material’s ductility is readily stretched. But this stretching causes the grains to spread, which manifests as cracking on the outside bend radius. To prevent or at least reduce this cracking when bending longitudinal to the grain direction, you may need to use a larger bend radii. When bending transverse to the grain direction, the reduced ductility will increase the required forming tonnage, but it will be capable of accepting a much tighter inside bend radius without destroying the outside surface of the bend.”
Your Expert Source for Aerospace Quality Metals
No matter whether you need 100 feet of an aluminum alloy product, or just a few sheets of clad aluminum, AAA Air Support promises to always ship out your part orders quickly and efficiently. Our goal always is to provide your company with the means to complete that project or get that airplane off the ground and back in the air.